Wire size effect on high deposition WAAM
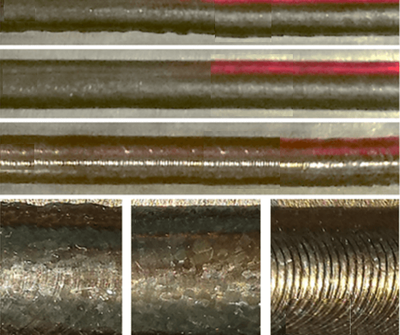
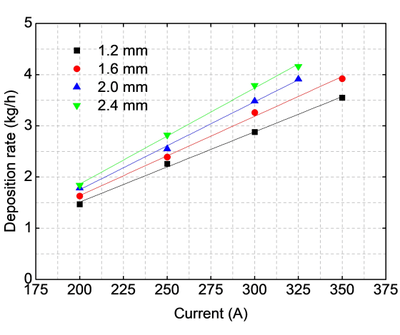
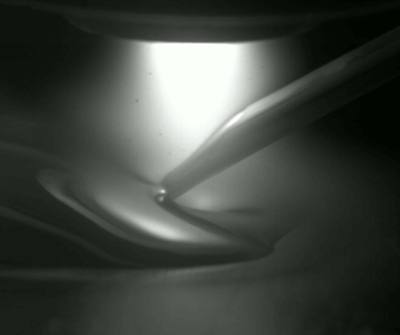
High deposition rate additive manufacturing, such as wire and arc additive manufacture (WAAM) are promising technologies for cost effective building of large scale components. However, a step improvement in deposition rate and productivity without compromising the quality and resolution, can only be achieved by overcoming some fundamental process characteristics. In this paper, the effect of wire diameter on melting efficiency and deposition rate in plasma arc additive manufacture was studied. Also the effect of current and nozzle size on keyhole threshold was investigated. The results show that higher deposition rate and lower remelting into the underlying layer could be achieved with thicker wires. Due to the screening effect of the wire, although more material could be melted by using a thicker wire, the bead geometry obtained with a thinner wire had a lower aspect ratio, which can be attributed to the difference in distribution of the heat between wire and workpiece. It has been also shown that the keyhole size increases with the current and decreases with the nozzle size. During deposition, the keyhole becomes smaller as the wire size increases. The deposition process is very sensitive to the wire feeding position, which primarily affects the metal transfer mode and the process stability. For each size of wire, the deposition rate is proportional to the current. A maximum deposition rate of 4 kg/h could be achieved at 325 A by using 2.4 mm wire diameter.
C. Wang, W. Suder, J. Ding, and S. Williams, “The effect of wire size on high deposition rate wire and plasma arc additive manufacture of Ti-6Al-4V,” J. Mater. Process. Technol., vol. 288, p. 116842, Feb. 2021,doi: 10.1016/j.jmatprotec.2020.116842.
Information
- Research Area:Process Development
-
Investigators:
Chong Wang
, Wojciech Suder, Stewart Williams - Publications:https://doi.org/10.1016/j.jmatprotec.2020.116842