Melt pool control in hybrid arc-laser AM
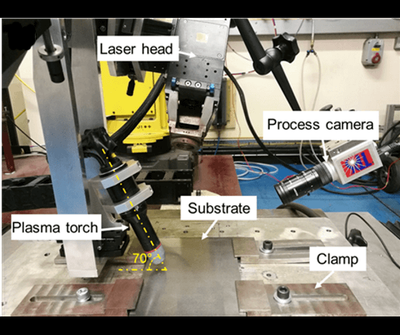
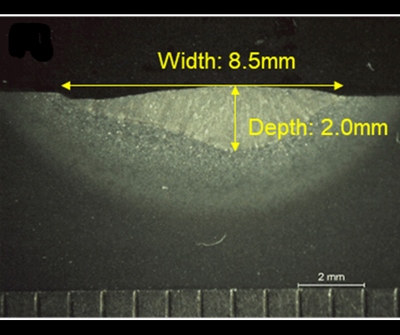
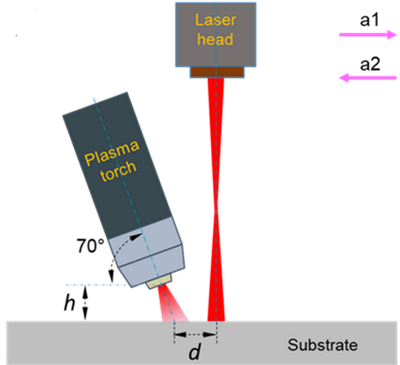
Wire-based hybrid arc-laser additive manufacturing is suitable for producing large metallic parts (metres in scale) with high deposition rates and near-net-shape. In this process, the surface quality and dimensional accuracy of the deposited parts are determined by the melt pool geometry. However, how to control the melt pool in the hybrid process is complex due to the multiple parameters that can be used. In this study, control of melt pool geometry by investigating different process parameters, including laser power, travel direction, arc-laser separation distance, laser beam size, and arc current in the hybrid plasma transferred arc (PTA)-laser process, was studied systematically. It was found that a larger melt pool was achieved with the PTA-leading configuration compared to that with the laser-leading configuration due to a higher laser absorption occurred with the former configuration. The melt pool was enlarged by either increasing the laser power or arc current due to the increased energy input. However, if the laser power density is high enough to determine the melt pool depth, the increasing arc current has very little effect on melt pool depth but only increases the melt pool width. In addition, the melt pool became shallower and wider when using a larger laser beam. The arc-laser separation distance had a minor effect on the melt pool geometry due to the fixed energy input used in the studied cases. The results of this study provide a reference for melt pool control in Wire-based hybrid arc-laser additive manufacturing.
Wang, W. Suder, J. Ding, and S. Williams, “Parametric study of melt pool geometry in hybrid plasma arc-laser melting process for additive manufacturing application,” Welding in the World, Jan. 2023, doi: 10.1007/s40194-023-01476-9.
Information
- Research Area:Process Development
-
Investigators:
Chong Wang
, Wojciech Suder, Stewart Williams - Publications:https://doi.org/10.1007/s40194-023-01476-9