Bead shape control in hybrid arc-laser AM
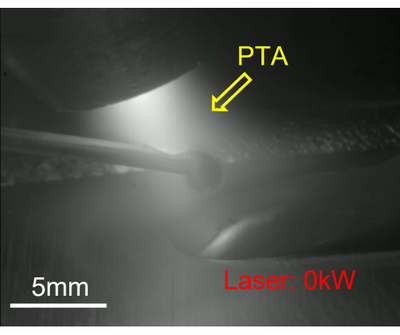
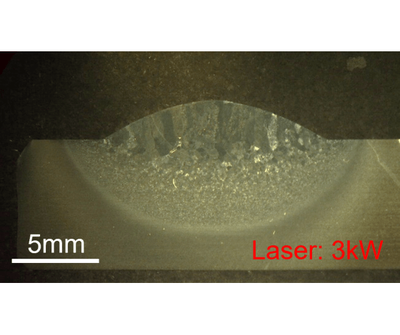
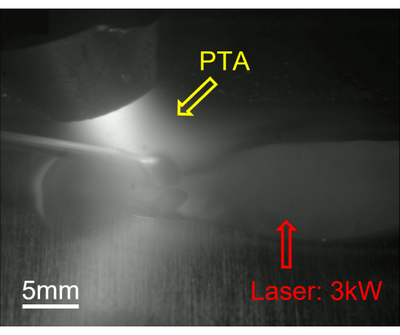
Wire based plasma transferred arc (PTA)-laser hybrid additive manufacture has the potential to build large-scale metal components with hight deposition rate and near-net shape. In this process, a single bead is the fundamental building block of each deposited component, and thus the bead shape control is essential for the deposition of different geometries. However, how to control the bead shape by manipulating various process parameters is still not understood. In this study, the effect of different process parameters, including laser power, energy distribution between the PTA and laser, wire feed speed, travel speed, and laser beam size on the deposition process and bead shape was investigated systematically. The results show that the optimum operating regime for the hybrid process is with the wire being fully melted by the PTA and the melt pool being controlled by the laser, which gives a good bead shape as well as a stable deposition process. The bead shape is significantly affected by the laser power and travel speed due to the large variation in energy input. The effect of wire feed speed is more complex with the bead width initially increasing to a maximum and then decreasing as the wire feed speed increases. The laser beam size has a minor effect on the bead shape, but a small beam size will result in an irregular bead appearance due to the unstable process caused by the high power density. In addition, a procedure for controlling the bead shape in the hybrid process was proposed, which provided a reference for selection of different process parameters to achieve required bead shapes. The feasibility of this proposed procedure was demonstrated by the two deposited multi-layer single-pass walls.
Wang, W. Suder, J. Ding, and S. Williams, “Bead shape control in wire based plasma arc and laser hybrid additive manufacture of Ti-6Al-4V,” J Manuf Process, vol. 68, pp. 1849–1859, Aug. 2021, doi: 10.1016/j.jmapro.2021.07.009.
Information
- Research Area:Process Development
-
Investigators:
Chong Wang
, Wojciech Suder, Stewart Williams - Publications:https://doi.org/10.1016/j.jmapro.2021.07.009