Wire based plasma arc-laser
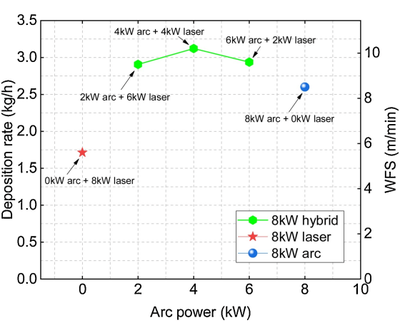
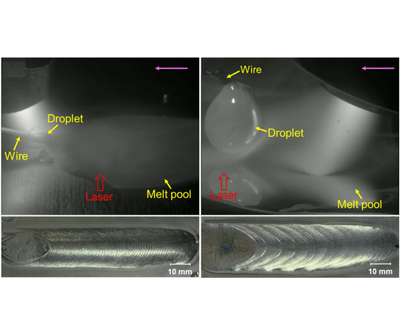
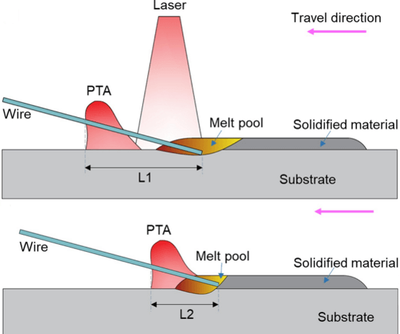
In this study, a novel wire based plasma transferred arc (PTA)-laser hybrid additive manufacture process was proposed for deposition of large-scale titanium parts with high deposition rate and near-net shape. The optimum processing conditions, including the heat source configuration, wire feeding position, and arc-to-laser separation distance, were investigated. The benefits of using the hybrid process over the single PTA and laser deposition processes on their own were studied. The results show that compared to the single PTA process, the hybrid process has extended energy distribution and melt pool size, giving more interaction time of the wire with the heat sources and therefore a higher deposition rate. Compared to the laser process, the hybrid process has a much higher wire melting efficiency and tolerance to wire positioning accuracy. Owing to more distributed energy across the two heat sources, the likelihood of keyhole formation in the hybrid process is lower than that in the single PTA process. The best configuration for the hybrid process is the PTA leading, combined with front feeding of the wire. In this configuration, the PTA is used to melt the feedstock and the laser is used to control the melt pool size, which allows independent control of deposition rate and bead shape. A set of multi-layer walls was built to demonstrate the feasibility of this process for the manufacture of engineering parts. The results show that the achieved flat beads are very desirable for low surface waviness and lead to near-net-shape deposition. The main limitation of the hybrid process is remelting into the underlying layer. To overcome this, a multi-energy source process with more evenly distributed energy has been proposed.
C. Wang, W. Suder, J. Ding, and S. Williams, “The effect of wire size on high deposition rate wire and plasma arc additive manufacture of Ti-6Al-4V,” J. Mater. Process. Technol., vol. 288, p. 116842,Feb.2021,doi:10.1016/j.jmatprotec.2020.116842.
Information
- Research Area:Process Development
-
Investigators:
Chong Wang
, Wojciech Suder, Stewart Williams - Publications:https://doi.org/10.1016/j.jmatprotec.2021.117080